Anwendung Reinigungsgranulat SP Plus für Spritzgussmaschinen
SP Plus ist ein speziell entwickeltes Reinigungsgranulat, das in einer bereits vorgemischten und zum Gebrauch fertigen Granulatform geliefert wird. Es ist spezifisch für die Reinigung von Schnecken, Düsen, Zylinder und Heißkanal sowie Extrusionsköpfen, um verbrannte Materialreste (Farben), Ablagerungen, Verkrustungen und „black specks“ (schwarze Punkte) zu entfernen und/oder bei Farben- oder Materialwechsel bei jeder Type von Kunststoffen.
Mit einer Verarbeitungstemperatur von zwischen 140° C bis 380° C beseitigt es mit der Temperatur des vorhergegangenen Produktionsvorganges Verkrustungen und Ablagerungen, die sich mit der Zeit festgesetzt haben.
Das Reinigungsgranulat führt eine mechanische Reinigung durch und arbeitet gleichzeitig mit einer chemischen Reaktion; aufgrund besonderer chemischen Bestandteile werden verbrannte Farbreste und verhärtetes Polymer sowie eventueller Rost aufgeweicht, gelöst und aus der Maschine gespritzt.
SP Plus reinigt bei der Temperatur der vorhergegangenen Verarbeitung und es benötigt keine Verweilzeit in der Maschine.
SP Plus ist nicht giftig, es ist geruchlos und enthält keine Lösemittel.
Der Eimer mit dem Granulat sollte nach der Entnahme des nötigen Materials sofort gut verschlossen werden; die Bildung von kleinen klebrigen Knötchen im Eimer beeinflussen nicht die Wirksamkeit des Produktes.
Schnecke- und Zylinderreinigung
Es ist immer besser und empfehlenswert zuerst die Schnecke zu reinigen, da sonst eventuell abgetragene Verbrennungen und Reste in den Heißkanal gelangen könnten.
Die Schnecke nicht leeren, das Reinigungsgranulat direkt nach dem Produktionsmaterial einfüllen und nach dem Reinigungsgranulat direkt wieder das Nachfolgematerial einfüllen.
Die Menge richtet sich nach der Verschmutzung, dem Zustand von Schnecke und Zylinder und dem möglichen Farbwechsel. -> siehe Mengentabelle.

Im Fall von Materialzufuhr über Silos das Zufuhrrohr entfernen sowie auch die Masterbatchzufuhr.
Sicher stellen, dass KEINE Spuren von Farbe mehr in der Maschine sind.
Eventuell mit Druckluft reinigen.
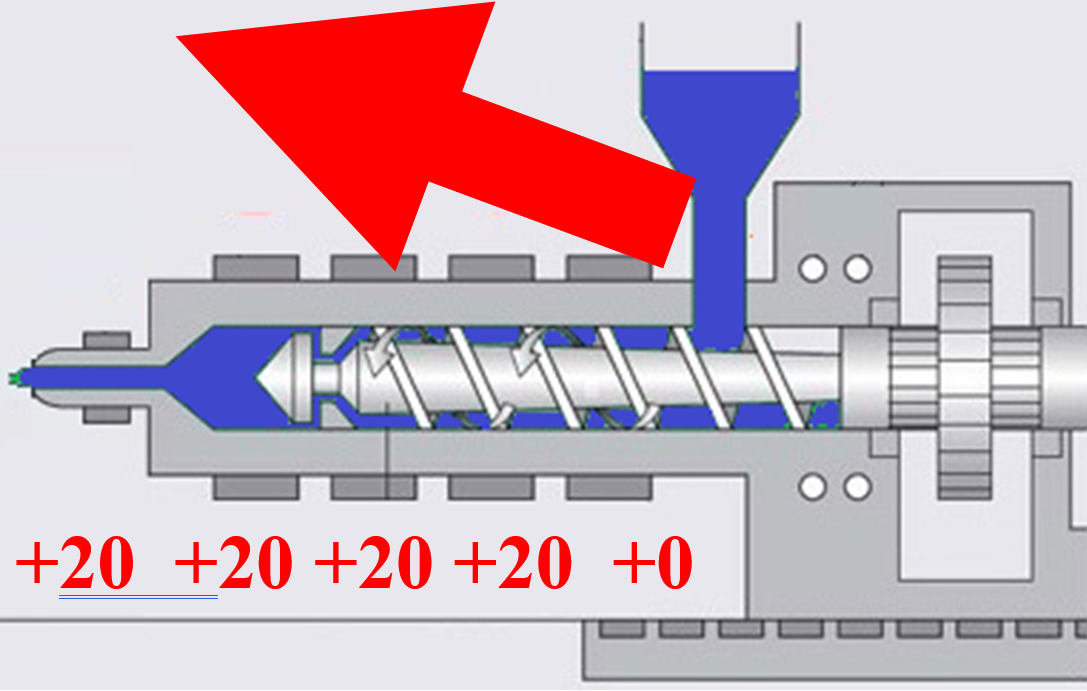
Schneckentemperatur um 10° C bis 30° C erhöhen; in den meisten Fällen ist dies nicht notwendig, hilft aber vor allem während der ersten Reinigungsvorgänge.
Die Kurve der Schneckentemperatur muss ansteigend sein: Düse höher als die anderen Zonen!
Bei PVC, POM oder hitzeempfindlichen Kunststoffen die Temperaturen nicht erhöhen, da diese Materialien keine hohen Verarbeitungstemperaturen ertragen.

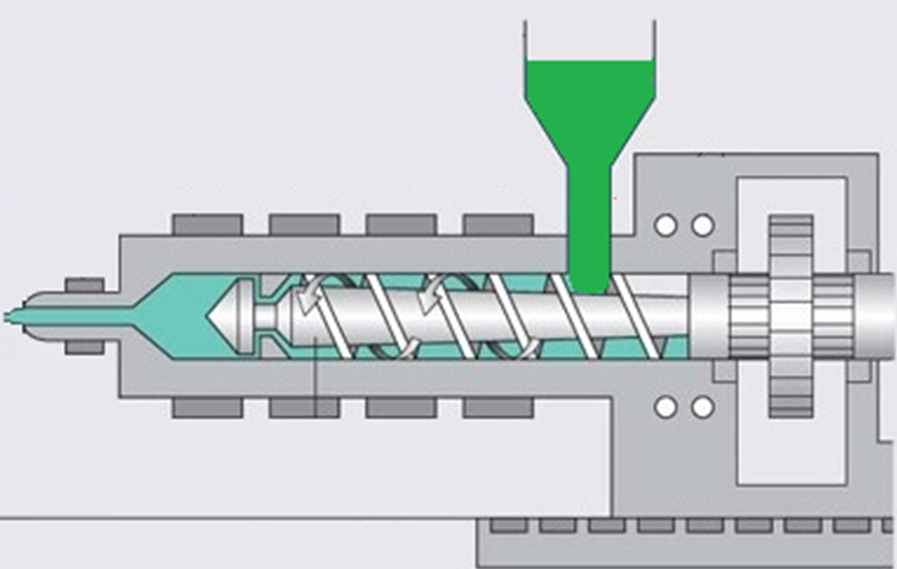
Den Zylinder mit Naturmaterial VORSPÜLEN (wenn möglich mit geeignetem Material), es plastifizieren und ausspritzen, bis das Material mit erblasster Farbe herauskommt (z.B. von blau auf hellblau, von rot auf rosa, usw.).
DEN STAUDRUCK AUF 8 BAR HYDRAULISCH STELLEN (oder 20 % des Höchstwertes)

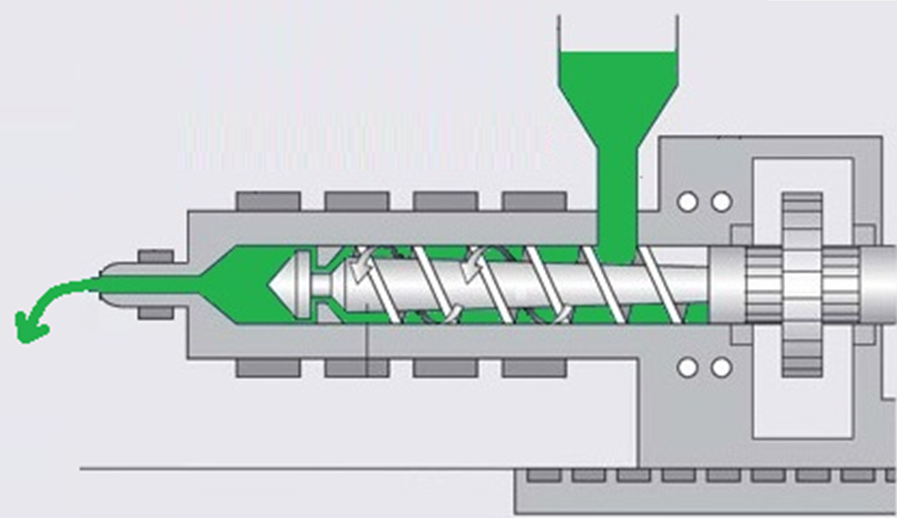
Den Zylinder mit ULTRA PLAST SP Plus laden (ein oder zweimal die Zylinderkapazität) und ausspritzen, bis die Mischung sauber herauskommt.
WICHTIG !!! DAS REINIGUNGSMATERIAL NIE LÄNGER ALS MAX. 5 MINUTEN IM TRICHTER ODER IN DER SCHNECKE LASSEN!!!

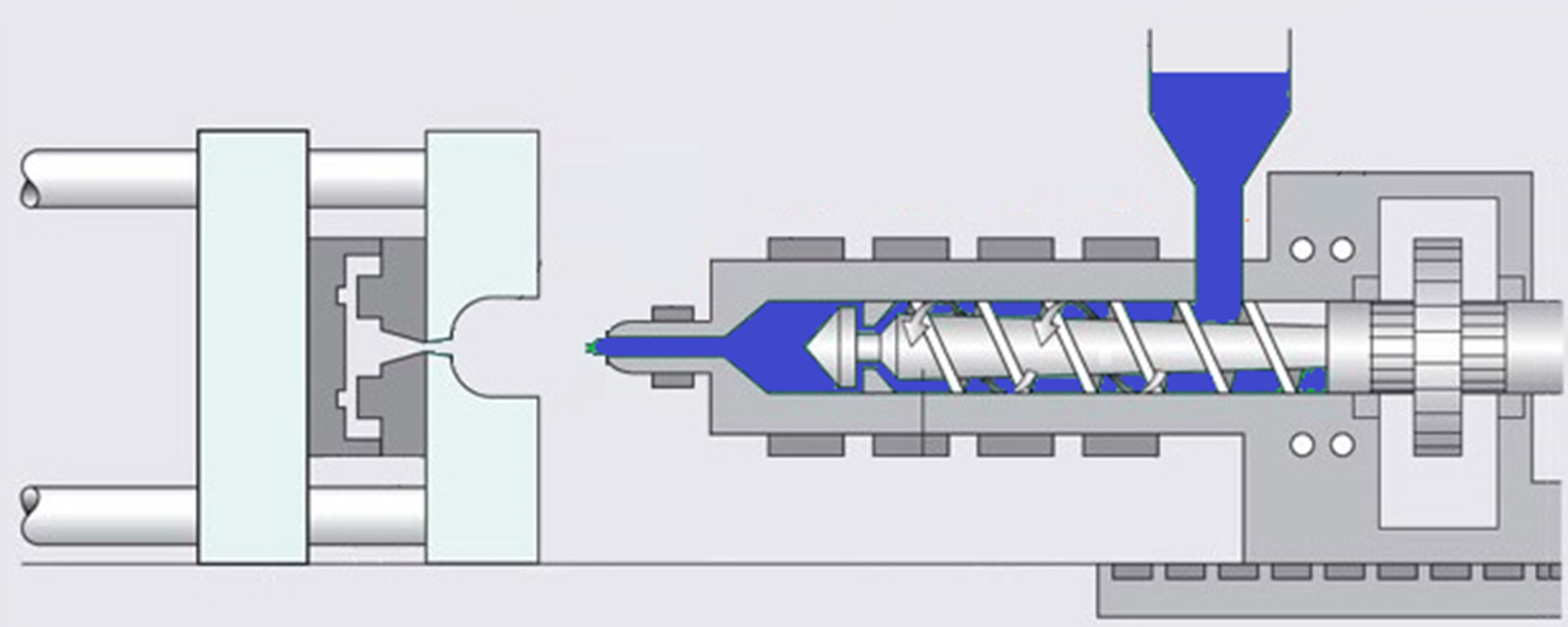
Neue Produktion kann starten.
ACHTUNG !!!
Sämtliche angegebenen Anweisungen sind allgemein und beziehen sich auf Maschinen, die mechanisch, hydraulisch und elektrisch in guten Konditionen sind. Es können einige Änderungen in den Anweisungen, je nach Maschinentyp und ihrem Zustand, erforderlich sein, die an dieser Stelle nicht alle aufgeführt werden können. Bitte wenden Sie sich, bei Fragen oder zusätzlichen Informationen entweder direkt an unser technisches Büro oder unseren Vertreter/Distributor.